사람을 위한, 환경을 생각하는
글로벌 수처리기업

스크류프레스 모델선정을 위한 인자의 종류와 이해, 농도별, 용도별 선택가이드를 제공합니다. 에이알케이는 국내 몇없는 다중원판형 스크류프레스를 자체 개발, 유통하는 전문 기업입니다. 베트남에 현지 공장을 두고 국내선 유일하게 원심탈수기를 주력으로 해외진출을 한 유일기업으로 다중원판형 스크류프레스 또한 선두주자로써 개척자로써 최고의 효율을 선사합니다.
MLSS는 미생물로 하수를 처리하는 중에 포기조에서 부유물질의 농도이다. MLSS의 단위는 주로 mg/L이다. MLSS는 주로 미생물과 비생분해성 부유물질로 구성되어 있다. MLSS는 유기물을 소비하는 활성바이오매스(미생물)가 충분한 양이라는 것을 알려주기 위한 인자로써 수처리 공정의 중요한 지표로 사용된다. 반응조 내의 MLSS를 일정하게 유지하고 남은 슬러지를 잉여슬러지라고 하며, 잉여슬러지의 발생량이 탈수하고자 하는 양이다.
부유물질은 물에 현탁 되어 있는 작은 입자이다.
총 고형물은 시료를 105~110℃로 가열하여 수분이 증발되고 남은 잔류물로서 증발 잔류물이라고도 하는데, 부유물질과 용존고형물질을 합한 전체 고형물의 양을 나타낸다.
휘발성 고형물은 총 고형물을 강열시켰을 때, 휘발되는 유기성분으로 강열감량이라고도 한다. 슬러지 안의 VS함량은 탈수케익 함수율에 영향을 주는 중요한 인자이다.
건조고형물(DS)는 Dried Solids의 약어이다. ARK탈수기 선정 시 고형물량의 단위는 건조 고형물을 기준으로 한다. 건조 고형물은 유량(㎥/hr) × 농도(ppm) = kgDS/hr로 산정한다.
퍼센트는 100의 비율로 표현한 수나 비율이다. 퍼센트는 종종 이것의 기호인‘%’로 표시된다.
예를 들어 45%는 45/100나 0.45를 뜻한다.
ppm은 몰분율이나 질량분율 같은 작은 값을 표현해 주는 무차원단위이다. ppm은 측정한 단위와는 무관한 순수한 숫자로써 보통 10-6을 나타낸다.
1% = 10,000ppm = 10,000mg/L, 0.8% = 8,000ppm = 8,000mg/L
우리 도시하수처리장의 역사는 영국에서 200년 전에 시작하여 일본을 통해 기술이 전수되었다. 처음 영국에서 하수관거를 통해 처리장에 유입된 하수는 활성슬러지라는 공법으로 포기조 혹은 반응조에 산소를 넣고 호기성 상태에서 미생물을 통해 유기물을 분해시켰다.
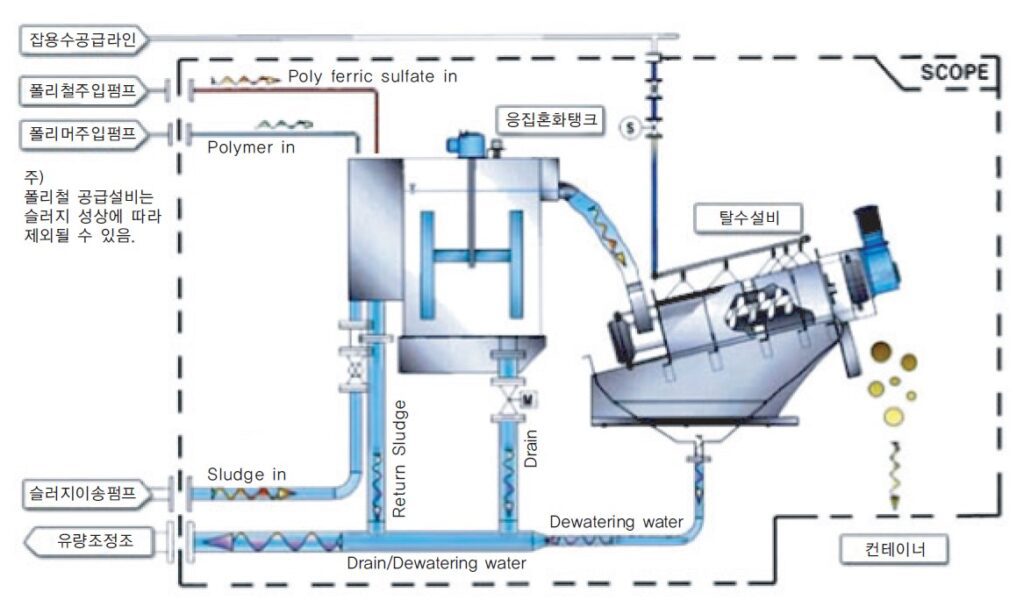
이런 처리공법으로 처리된 슬러지는 비교적 침전성이 양호하여 농도가 10,000mg/L, 1%이상 이었다. 이러한 슬러지는 슬러지에 폴리머 응집제를 넣고 탈수시키는 시스템으로 충분히 탈수할 수 있었다. 이러한 침전이 양호한 슬러지는 ARK에서는 RT타입을 적용하고 있으며, 아래 [그림]은 ARK RT타입으로 응집·혼화조에서 응집시키고 탈수기에서 탈수하는 시스템이다.
[ 그림 2 ] ST-Type
유럽에서는 강우량이 적고 주거형태가 밀집되지 않아 오하수를 분리하는 관거시스템이 보편화되지 않았다. 하지만 일본, 한국의 경우 오수만을 수거하는 관거시스템이기 때문에 유입농도가 높아졌다. 이러한 높은 농도로 인해 자연히 고온인 하절기에 슬러지의 질산화가 발생되고 자연스럽게 탈질과정을 거쳐 T-N을 처리하는 공법이 도입되었다.
그러한 처리방법은 가벼운 질산생성미생물을 이용하여 처리하므로 슬러지의 농도가 저하되고 가벼워 지기 때문에 침전이 불량하여 직접탈수가 어려운 정도인 약 7,000mg/L, 0.7% 이하로 내려가고, 심지어 4,000mg/L 이하로 내려가 종래의 벨트탈수기, 원심탈수기로는 직접 탈수가 어렵다. 이 문제를 해결하기 위해 농축시설을 전단에 놓고 농축 후 탈수하는 방법이 일본·한국 하수처리장에서는 일반적인 현상이 되었다.
이러한 저농도 슬러지를 농축시설을 별도로 설치하지 않고 일괄 탈수하는 방법으로 농축과 탈수를 할 수 있는 탈수기를 ARK에서 개발하였고, 그것이 바로 ST시스템 이다.
[ 그림 ST Type ]
또한, 이러한 ST-Type은 포기조에서 직접 잉여슬러지 만큼을 저농도 2,000mg/L 정도에서 탈수함으로써 탈수 system의 자동화를 도모하였고 농축조, 저류조, 악취시설을 없애는 결과로 설치비를 저감하는 효과가 있다.
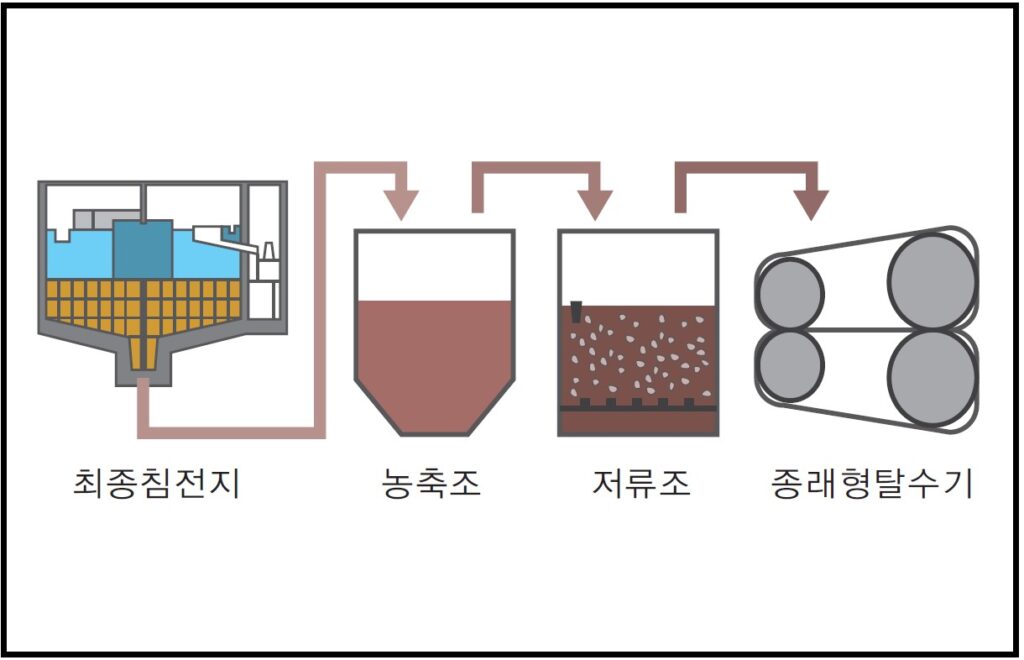
[ 그림 기존 탈수 방법 ]
[ 그림 ST-Type 처리장 적용 예 ]
결론적으로, ARK-RT 시스템은 슬러지 농도 1.0%이상, ARK-ST 시스템은 슬러지 농도 1%이하에서 선정하여 사용하면 좋은 효과를 낼 수 있다.
탈수기 선정 시 필요한 인자 중 중요한 인자는 고형물량이다. 고형물량의 단위는 kg·DS/hr 이며 여기서 DS는 Dried Solids의 약어로 건조고형물을 뜻한다.
고형물량은 유입슬러지의 유량과 농도의 곱으로 산출되며 기종선정은 아래와 같은 방법으로 선정할 수 있다. 유입슬러지의 농도에 따라 RT-TYPE, ST-TYPE을 선정하고, 고형물량에 따라 탈수기 기종을 선정할 수 있다.
앞에서 언급한 바와 같이 RT-TYPE은 유입 슬러지도 농도 1.0% 이상 ST-TYPE은 1% 이하에서 선정하면 적절하다.
비교적 고농도 슬러지에 적합한 RT-Type의 구조 및 원리는 크게 응집혼화탱크와 탈수설비로 구성되어있다. 슬러지는 [그림 1]과 같이 슬러지 저류조에서 슬러지 이송펌프로 배관([그림 1]-①)을 통해 응집혼화탱크 유입부로 유입된다.
응집혼화탱크 유입부로 이송된 슬러지는 [그림 1]에서 일정한 양만 Part2로 보내지고 남는 슬러지는 배관([그림 1]-②)을 통해 처리장에 U-turn 된다.
Part2에서는 [그림1]과 같이 폴리머 펌프를 이용해 배관([그림]-③)을 통해 이송된 일정한 폴리머와 Part1을 통해 응집혼화탱크([그림 1]-④) 하부로 유입된 슬러지는 응집혼화탱크 상부에 설치된 교반기에 의해 교반된다.
그러면 응집혼화탱크 하부를 통해 유입된 슬러지는 폴리머의 작용에 의해 플럭과 여액으로 분리된다. 이렇게 플럭과 여액으로 분리된 후 투입관([그림 1]-⑤)를 통해 탈수설비 즉, 탈수기로 유입된다.
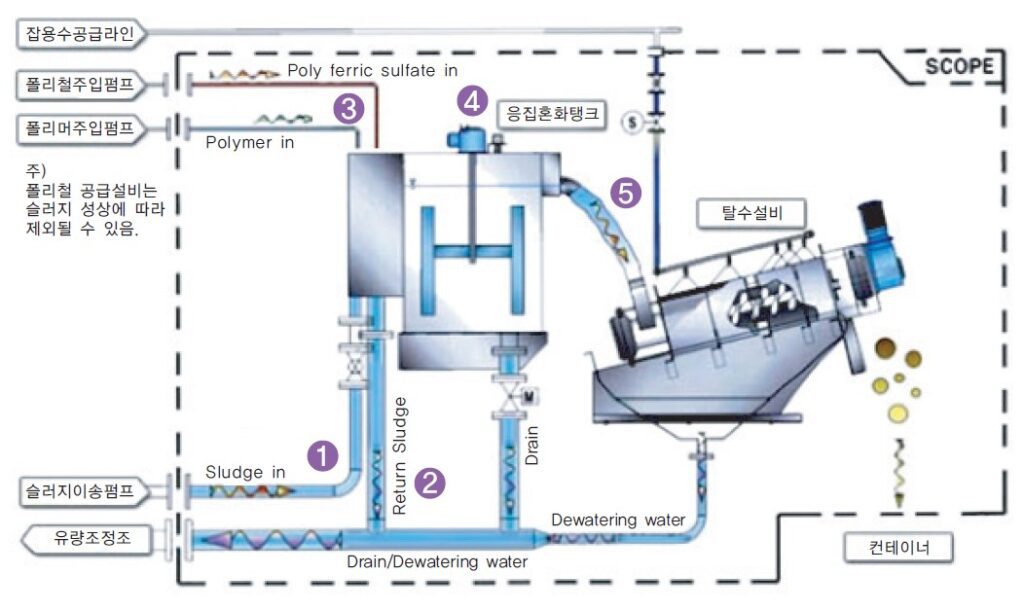
[ 그림 1 ] RT-Type
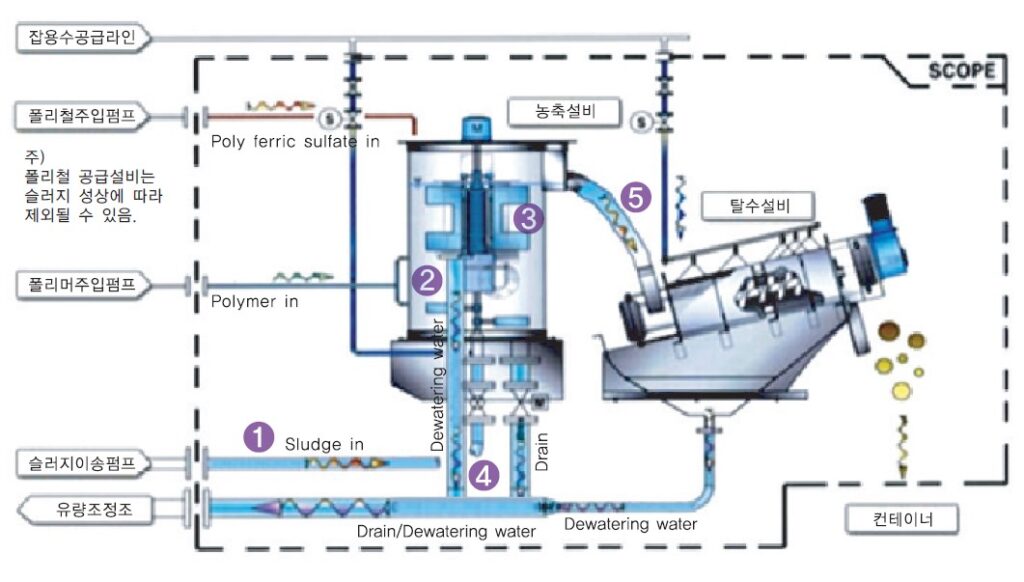
저농도 슬러지에 적합한 ST-Type은 농축설비와 탈수설비로 구성되어 있다. 이는 저농도로 유입된 슬러지를 농축설비에서 농축 후 탈수설비로 보낸다.
아래 그림에서 보는바와 같이 슬러지 저류조에서 슬러지 이송펌프로 배관([그림 2]-①)을 통해 농축설비 하부로 유입된다.
농축설비 하부로 유입된 슬러지는 하부에 설치된 하부 임펠러에 의해 슬러지와 약품이 혼합되어 서서히 상부로 이동되면서 플럭과 여액으로 분리됨과 동시에 단단하고 크게 플럭을 형성시켜 이동된다([그림 2]-②).
농축설비 상부에서는 상부 임펠러에 의해 선회류를 발생시켜 더욱 큰 플럭으로 성장시킨다([그림 2]-③).
농축설비중앙 상부에 설치된 여액 배출장치는 여액과 플럭으로 분리된 여액을 여액유출부를 통해 배제시켜 처리장으로 유입시키고([그림 2]-④) 농축된 슬러지는 탈수설비로 공급된다([그림 2]-⑤).
[ 그림 1 ] ST-Type
아래 방법은 유입 슬러지 농도 2.5%이하에서 적용이 가능한 방법이다. 유입슬러지 2.5% 이상에서는 뒤의 별도의 표를 참고하여 탈수기 기종 선정이 가능하다.
슬러지 성상에 따라 탈수기 처리능력이 변화하기 때문에 아래 그래프와 설명을 통해 각 처리장에 해당하는 슬러지 영역을 선정한다.
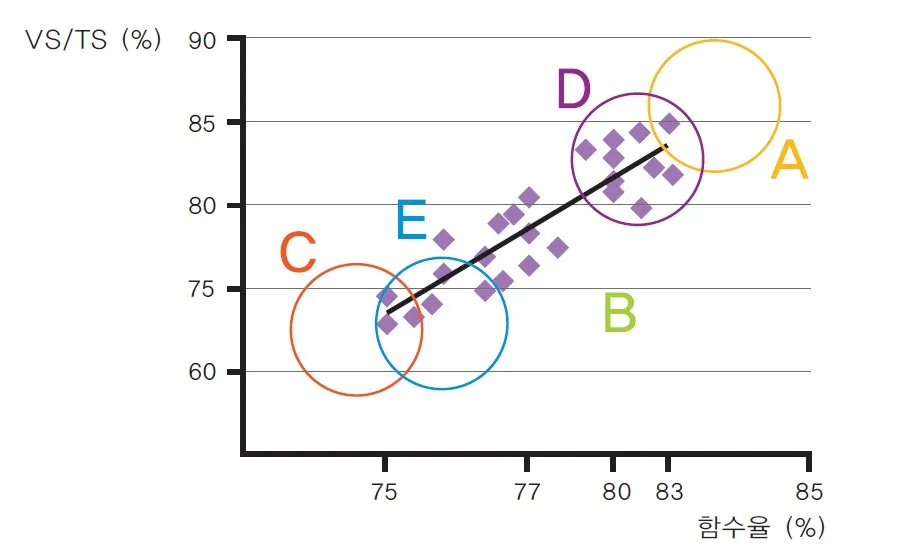
[ VS/TS에 따른 함수율 변화 ]
기종 선정 시 가장 중요한 인자는 고형물량이다. 고형물량은 유량과 농도의 곱으로 산출되고 고형물
량을 통해 해당하는 기종을 선정한다. 고형물 선정 방법은 아래와 같다.
고형물량(kg·DS/hr) = 유량(㎥/hr) × 농도(mg/L)
구분 | RT-Type | ST-Type |
설계조건 | 1. 유입 슬러지 농도 : 15,000 mg/L (1.5%) 2. 유입 유량 : 30 ㎥/day 3. 탈수기 가동시간 : 8 hr/day | 1. 유입 슬러지 농도 : 8,000 mg/L (0.8%) 2. 유입 유량 : 20 ㎥/day 3. 탈수기 가동시간 : 8 hr/day |
설계계산 | 30 ㎥/day ÷ 8 hr/day × 15,000mg/L = 56.25 kgDS/hr | 20 ㎥/day ÷ 8 hr/day × 8,000 mg/L = 20 kgDS/hr |
[ 유량, 농도를 알 때 ]
설계조건 | 1. 케익발생량 : 5 ton/day = 5,000 kg/day 2. 함수율 : 80 % |
설계계산 | 5,000 kg/day ÷ 24 day/hr × 20/100 = 42 kgDS/hr |
비고 | 케익발생량과 함수율을 알 때 고형물량을 선정하고 발생되는 슬러지가
D구역인 경우 ST-Type을 선정하고 기타의 경우 RT-Type을 선정한다. |
[ 케익발생량, 함수율을 알 때 ]
탈수기의 처리능력은 VS/TS와 함수율에 따라 차이가 발생한다. 따라서 3-2-3에서 구한 고형물량을 슬러지 영역(A,B,C,D)별 유기물 함량(VS/TS)과 목표 함수율에 따른 아래 기종별 처리용량을 적용하여 기종을 선정한다.
(목표 함수율별 처리량에 기재되어 있는 고형물량과 일치하지 않는다면, 고형물량 보다 높은 처리량으로 TYPE을 선정하면 된다.)
TYPE | 목표 함수율별 최대 처리량 (kgDS/hr) | |||||
60% | 65% | 70% | 75% | 80% | 85% | |
101 | 슬러지 특성상 함수율 보증이 어렵다. | 6 | 8 | |||
102 | 12 | 16 | ||||
201 | 10 | 13 | ||||
202 | 20 | 26 | ||||
203 | 30 | 39 | ||||
204 | 40 | 52 | ||||
401 | 35 | 40 | ||||
402 | 70 | 80 | ||||
403 | 105 | 120 | ||||
601 | 80 | 100 | ||||
602 | 160 | 200 | ||||
[ 표 A-1 ]
TYPE | 목표 함수율별 최대 처리량 (kgDS/hr) | |||||
60% | 65% | 70% | 75% | 80% | 85% | |
101 | 슬러지 특성상 함수율 보증이 어렵다. | 6 | 8 | 10 | ||
102 | 12 | 16 | 20 | |||
201 | 10 | 13 | 15 | |||
202 | 20 | 26 | 30 | |||
203 | 30 | 39 | 45 | |||
204 | 40 | 52 | 60 | |||
401 | 35 | 40 | 47 | |||
402 | 70 | 80 | 94 | |||
403 | 105 | 120 | 141 | |||
601 | 80 | 100 | 120 | |||
602 | 160 | 200 | 240 | |||
[ 표 B-1 ]
TYPE | 목표 함수율별 최대 처리량 (kgDS/hr) | |||||
60% | 65% | 70% | 75% | 80% | 85% | |
101 | 슬러지 특성상 함수율 보증이 어렵다. | 6 | 7 | 9 | ||
102 | 12 | 14 | 18 | |||
201 | 10 | 12 | 14 | |||
202 | 20 | 24 | 28 | |||
203 | 30 | 36 | 42 | |||
204 | 40 | 48 | 56 | |||
401 | 35 | 38 | 42 | |||
402 | 70 | 76 | 84 | |||
403 | 105 | 114 | 126 | |||
601 | 80 | 90 | 105 | |||
602 | 160 | 180 | 210 | |||
[ 표 B-2 ]
TYPE | 목표 함수율별 최대 처리량 (kgDS/hr) | |||||
55% | 60% | 67% | 73% | 75% | 80% | |
101 | 슬러지 특성상 함수율 보증이 어렵다. | 6 | 8 | 10 | ||
102 | 12 | 16 | 20 | |||
201 | 10 | 14 | 17 | |||
202 | 20 | 28 | 34 | |||
203 | 30 | 42 | 51 | |||
204 | 40 | 56 | 68 | |||
401 | 35 | 45 | 50 | |||
402 | 70 | 90 | 100 | |||
403 | 105 | 135 | 150 | |||
601 | 80 | 120 | 140 | |||
602 | 160 | 240 | 280 | |||
[ 표 C-1 ]
아래와 같이 유량 농도에 의하여 유입 슬러지 농도 2.5%이상 일 때에는 RT Type이 선정된다. 단 고농도의 경우 고형물량으로 산정할 경우 C영역을 기준으로 참고하여 기종을 선정하고, 유량만으로 예측하여 선정할 경우 아래의 표를 참고하여 선정한다.
구분 | RT-Type |
설계조건 | 1. 유입 슬러지 농도 : 25,000 mg/L (2.5%) 2. 유입 유량 : 20 ㎥/day 3. 탈수기 가동시간 : 8 hr/day |
설계계산 | 20 ㎥/day ÷8 hr/day ×25,000mg/L = 62.5 kgDS/hr |
[ 유량, 농도를 알 때 ]
TYPE | 목표 함수율별 최대 처리량 (kgDS/hr) | |||||
60% | 65% | 70% | 75% | 80% | 85% | |
101 | 슬러지 특성상 함수율 보증이 어렵다. | 0.25 | 0.3 | 0.35 | ||
102 | 0.5 | 0.6 | 0.7 | |||
201 | 0.5 | 0.6 | 0.7 | |||
202 | 1 | 1.2 | 1.4 | |||
203 | 1.5 | 1.8 | 2.1 | |||
204 | 2 | 2.4 | 2.8 | |||
401 | 2.6 | 3 | 3.5 | |||
402 | 5.2 | 6 | 7 | |||
403 | 7.5 | 9 | 11 | |||
601 | 5 | 6 | 8 | |||
602 | 10 | 12 | 1 | |||
[ 표 D-1 ]
⊙ A영역(VS/TS 85% 이상, 목표 함수율 80% 일 때)
[표 A-1]을 보고 고형물량 56.25kgDS/hr에 해당하는 타입을 선정한다.
TYPE | 목표 함수율별 최대 처리량 (kgDS/hr) | |||||
60% | 65% | 70% | 75% | 80% | 85% | |
101 | 슬러지 특성상 함수율 보증이 어렵다. | 6 | 8 | |||
102 | 12 | 16 | ||||
201 | 10 | 13 | ||||
202 | 20 | 26 | ||||
203 | 30 | 39 | ||||
204 | 40 | 52 | ||||
401 | 35 | 40 | ||||
402 | 70 | 80 | ||||
403 | 105 | 120 | ||||
601 | 80 | 100 | ||||
602 | 160 | 200 | ||||
[ 표 A-1 ]
고형물량이 56.25kgDS/hr이므로 적당한 Type을 선정하면 위의 표와 같이 402가 선정된다.(고형물량 보다 초과되는 처리량으로 제품 선정) RT-402 Type 선정 시 목표 함수율을 85%로 유지하면, 고형물 처리량이 80kgDS/hr로 증가하나, 함수율이 높아 케익발생량이 증가한다
⊙ B영역(VS/TS 80%, 목표 함수율 80% 일 때)
[표 B-3]을 보고 고형물량 56.25kgDS/hr에 해당하는 타입을 선정한다.
TYPE | 목표 함수율별 최대 처리량 (kgDS/hr) | |||||
60% | 65% | 70% | 75% | 80% | 85% | |
101 | 슬러지 특성상 함수율 보증이 어렵다. | 6 | 7 | 9 | ||
102 | 12 | 14 | 18 | |||
201 | 10 | 12 | 15 | |||
202 | 20 | 24 | 30 | |||
203 | 30 | 36 | 45 | |||
204 | 40 | 48 | 60 | |||
401 | 35 | 38 | 42 | |||
402 | 70 | 76 | 84 | |||
403 | 105 | 114 | 126 | |||
601 | 80 | 100 | 120 | |||
602 | 160 | 200 | 240 | |||
[ 표 B-3 ]
고형물량이 56.25kgDS/hr이므로 적당한 Type을 선정하면 위의 표와 같이 402가 선정된다.
RT-402 Type 선정 시 목표 함수율을 85%로 유지하면, 고형물 처리량이 84kgDS/hr로
증가하나, 함수율이 높아 케익발생량이 증가한다.
⊙ C영역(VS/TS 60%이하, 목표 함수율 75% 일 때)
[표 C-1]을 보고 고형물량 56.25kgDS/hr에 해당하는 타입을 선정한다.
TYPE | 목표 함수율별 최대 처리량 (kgDS/hr) | |||||
55% | 60% | 67% | 70% | 75% | 80% | |
101 | 슬러지 특성상 함수율 보증이 어렵다. | 6 | 6 | 7 | 10 | |
102 | 12 | 14 | 16 | 20 | ||
201 | 10 | 12 | 14 | 17 | ||
202 | 20 | 24 | 28 | 34 | ||
203 | 30 | 36 | 42 | 51 | ||
204 | 40 | 48 | 57 | 68 | ||
401 | 35 | 40 | 45 | 50 | ||
402 | 70 | 80 | 90 | 100 | ||
403 | 105 | 120 | 135 | 150 | ||
601 | 80 | 100 | 120 | 140 | ||
602 | 160 | 200 | 240 | 280 | ||
[ 표 C-1 ]
고형물량이 56.25kgDS/hr이므로 적당한 Type을 선정하면 위의 표에서 보는 바와 같이 204가 선정된다. RT-204 Type 선정 시 목표 함수율을 80%로 유지하면, 고형물 처리량이 68kgDS/hr로 증가하나, 함수율이 높아 케익발생량이 증가한다.
TYPE | 목표 함수율별 최대 처리량 (kgDS/hr) | |||||
55% | 60% | 67% | 70% | 75% | 80% | |
101 | 슬러지 특성상 함수율 보증이 어렵다. | 6 | 7 | 8 | 10 | |
102 | 12 | 14 | 16 | 20 | ||
201 | 10 | 12 | 14 | 17 | ||
202 | 20 | 24 | 28 | 34 | ||
203 | 30 | 36 | 42 | 51 | ||
204 | 40 | 48 | 57 | 68 | ||
401 | 35 | 40 | 45 | 50 | ||
402 | 70 | 80 | 90 | 100 | ||
403 | 105 | 120 | 135 | 150 | ||
601 | 80 | 100 | 120 | 140 | ||
602 | 160 | 200 | 240 | 280 | ||
[ 표 C-1 ]
고형물량이 62.5kgDS/hr이므로 적당한 Type을 선정하면 위의 표와 같이 204가 선정된다. RT-204 Type 선정 시 목표 함수율을 75%로 유지하면, 함수율이 낮아 케익발생량이 감소하나, 고형물 처리량이 57kgDS/hr로 감소한다.
TYPE | 목표 함수율별 최대 처리량 (kgDS/hr) | |||||
60% | 65% | 70% | 75% | 80% | 85% | |
101 | 슬러지 특성상 함수율 보증이 어렵다. | 0.25 | 0.3 | 0.35 | ||
102 | 0.5 | 0.6 | 0.7 | |||
201 | 0.5 | 0.6 | 0.7 | |||
202 | 1 | 1.2 | 1.4 | |||
203 | 1.5 | 1.8 | 2.1 | |||
204 | 2 | 2.4 | 2.8 | |||
401 | 2.6 | 3 | 3.5 | |||
402 | 5.2 | 6 | 7 | |||
403 | 7.5 | 9 | 11 | |||
601 | 5 | 6 | 8 | |||
602 | 10 | 12 | 16 | |||
유량이 2.5㎥/hr이므로 적당한 Type을 선정하면 위의 표와 같이 401 Type이 선정된다. 시간당 처리 고형물량으로 204, 402 Type이고 유량별로 볼 경우는 401 Type이므로 경쟁성을 보면 401 Type을 선정하고 어느 정도 여유율을 가지려면 402 Type을 선정한다.
유입 슬러지 농도 : 8,000mg/L(0.8%)
유입 유량 : 20㎥/day
탈수기 가동시간 : 8hr/day
⊙ A, D영역(VS/TS 85% 이상, 목표 함수율 80% 일 때)
[표 A-1]을 보고 고형물량 20kgDS/hr에 해당하는 타입을 선정한다.
TYPE | 목표 함수율별 최대 처리량 (kgDS/hr) | |||||
60% | 65% | 70% | 75% | 80% | 85% | |
101 | 슬러지 특성상 함수율 보증이 어렵다. | 6 | 8 | |||
102 | 12 | 16 | ||||
201 | 10 | 13 | ||||
202 | 20 | 26 | ||||
203 | 30 | 39 | ||||
204 | 40 | 52 | ||||
401 | 35 | 40 | ||||
402 | 70 | 80 | ||||
403 | 105 | 120 | ||||
601 | 80 | 100 | ||||
602 | 160 | 200 | ||||
[ 표 A-1 ]