정수장 가압탈수기 적용기술
경동eng 조남일 부사장 ARK 홍상헌 대표이사
1. 서 론 : 정수장 가압탈수기
우리가 먹는 물은 댐이나 하천에서 취수하여 정수장에서 정수처리 과정을 거친 깨끗한 물이다.
정수 처리 과정은 일반적으로 물속에 포함된 이물질을 약품으로 혼화․응집시켜 플록으로 만들어 침전시키고, 원수는 여과공정에서 부유물을 걸러내며 살균 소독 과정으로 안전한 먹는 물이 된다.
이때 침전된 플록을 슬러지라고 하고 이를 슬러지수집기에 의해 수집하여 농축공정을 거쳐 탈수기에서 탈수 후 매립하거나 재활용을 하게 된다.
정수장에서 발생되는 슬러지는 원수의 수질에 따라 차이가 있으나 원수의 약 0.2%정도가 되며 이를 다시 60~80%정도의 함수율로 탈수하여 슬러지케잌의 형태로 처분 하게 되며 폐기물관리법에는 함수율 70%이하로 탈수할 경우 재활용할 수 있도록 규정되어있다.
발생된 슬러지케잌은 대부분 육상매립을 하거나 해양에 투기하고 있는데 운반비를 포함한 슬러지케잌 처리비용이 톤당 20,000~30,000원에 육박하고 있다.
따라서 슬러지케잌의 감량화를 위하여 함수율을 낮추는 노력이 계속되고 있으며 초기시설비 및 유지관리비를 고려하여 경제성을 검토하고 운영자의 운전관리가 용이한 탈수기종으로 선정하고 있다.
정수장에 설치된 슬러지 탈수기는 현재 연속식 벨트형 탈수기가 가장 많고 최근에는 초기 시설비는 비싸지만 함수율이 낮아 처리비용이 저렴한 가압식 탈수기가 적용되고 있어 그 적용성에 대하여 기술하고자 한다.
2. 정수슬러지의 특징
정수장의 슬러지 성상에 대하여 그동안 연구 사례가 적었으나 근래 정수장 배출수 처리시설 도입으로 인하여 탈수기의 성능 검증을 위한 슬러지의 성상을 조사하기 시작하였으나 댐 및 저수지를 수원으로 하는 호소 수에 대한 슬러지의 성상은 더욱 파악하기가 어려운 실정이다.
한국 수자원공사의 “정수장 슬러지 처분 및 활용방안 연구” 보고서의 내용에서 정의한 정수슬러지 성상에 대한 수질기준 범위는 유입 슬러지 농도는 25%, 강열감량은 15~30% 및 SiO₂/Al₂O₃비는 1.3~1.7로 정하고 이를 탈수기의 성능보증 조건으로 활용하였다.
여기서 슬러지의 고형물 농도가 높을수록 탈수 능력이 향상되고 강열감량은 유기물의 지표를 나타내는 수치로서 강열감량이 작을수록 유기물 함량이 적다는 의미이며 탈수성은 좋아진다.
슬러지의 고형물에는 SiO₂와 Al₂O₃가 약 50% 정도를 점유하고 있고, 응집제로서의 ALUM 또는 PAC가 가수분해한 수산화알루미늄이 친수성을 나타내므로 SiO₂/Al₂O₃비가 클수록 여과저항이 감소하기 때문에 탈수성이 좋아진다.
참고로 국내 정수장의 슬러지 성분을 다음 Table 1 에 나타내었고 일본의 정수장 슬러지 성분을 Table 2 에 표시하였다.
Table 1 국내정수장의 슬러지 성분
| 정수장 |
취수원 |
강열 감량(%) |
SiO₂ (%) |
Al₂O₃(%) |
SiO₂/ Al₂O₃ |
| 청 주 |
1차 |
46.38 |
49.46 |
23.85 |
2.07 |
| 2차 |
14.98 |
36.37 |
0.41 |
| 반 월 |
1차 |
18.83 |
43.60 |
27.15 |
1.61 |
| 2차 |
40.30 |
35.14 |
1.15 |
| 석 성 |
1차 |
16.40 |
55.10 |
19.01 |
2.90 |
| 2차 |
44.74 |
24.63 |
1.82 |
| 반 송 |
1차 |
21.63 |
43.80 |
25.36 |
1.73 |
| 성 남 |
1차 |
21.60 |
32.58 |
29.71 |
1.10 |
| 구 미 |
1차 |
|
40.96 |
28.14 |
1.46 |
| 수 지 |
|
21.43 |
|
|
1.34 |
| 와 부 |
|
20.72 |
|
|
1.57 |
| 평 균 |
청주 포함 |
23.85 |
40.61 |
27.71 |
1.56 |
| 청주 제외 |
20.10 |
43.01 |
27.02 |
1.63 |
| 수자원공사 |
기술 자료 |
15~30 |
35~50 |
20~30 |
1.3~1.7 |
| S.Kawa-mura |
참고 문헌 |
15~25 |
35~70 |
15~40 |
|
Table 2 정수장 슬러지의 성분 (일본)
| 시료 |
취수원 |
강열 감량 (%) |
SiO2 (%) |
Al2O3 (%) |
SiO2/ Al2O3 |
채취 시기 |
| C-1 |
댐 방류수 |
19.5 |
44 |
25.5 |
1.73 |
6/14 |
| C-2 |
23.4 |
42.3 |
21.7 |
1.95 |
5/23 |
| C-3 |
26.6 |
38.0 |
24.7 |
1.54 |
8/2 |
| E-1 |
댐 저류수 |
37.5 |
20.2 |
35.4 |
0.57 |
9/10 |
| E-2 |
33.1 |
24.5 |
33.4 |
0.73 |
6/5 |
| E-3 |
38.5 |
22.2 |
30.6 |
0.73 |
8/2 |
| F-1 |
댐 저류수 |
22.6 |
35.4 |
25.1 |
1.41 |
11/27 |
| F-2 |
29.3 |
33.1 |
29.2 |
1.13 |
8/5 |
| H |
표류수 |
17.5 |
45.9 |
23.4 |
1.96 |
8월상순 |
| I |
지하수 |
18.4 |
19.2 |
13.1 |
1.47 |
8월상순 |
| J |
호 수 |
38.3 |
25.5 |
25.0 |
1.02 |
8/12 |
자료 : 일본, 용수와 폐수 VOL.23 NO.9 (1981)
3. 탈수기종류
Table 3 탈수기 일반적 비교
| 구 분 |
연속식 벨트형 탈수기 (Belt Press) |
가압식 탈수기 (Filter Press) |
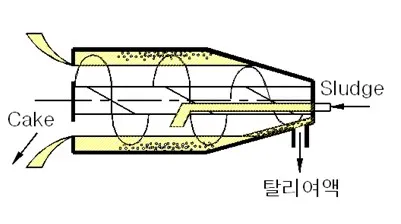
원심 탈수기 (Centrifugal Decanter) |
| 구 조 |
 |
 |
 |
| 운전방식 |
∙연속식 |
∙배치(Batch)식 |
∙연속식 |
| 탈수방식 |
∙Belt(여과포) 압착 |
∙물 또는 공기압 압착 |
∙원심분리 |
| 용량확장 |
∙여과포 폭, 주행속도 증가 |
∙Chamber 크기 or 수량 증가 |
∙Bowl 직경 증가 |
| 소요동력 |
∙소요동력이 적다 |
∙소요동력 중간 |
∙소요동력이 많다. |
| 함수율 |
70~80% |
50~65% |
70~80% |
| 탈수속도 |
100~200 kg.DS/m.hr |
1~3.6 kg.DS/㎡.hr |
1~90㎥/hr |
| 약품주입 |
고분자응집제 0.1~1.0%./kg.DS |
약품주입이 없는 기종도 있음 |
고분자응집제 0.2~1.2%./kg.DS |
| 장 점 |
∙연속운전이 가능. ∙공급실적이 많고 국산제작 ∙초기 시설비가 적다. ∙동력 소요가 적다 |
∙약품주입 시설이 필요없음 ∙케잌 함수율이 낮다. ∙탈리여액 수질이 양호. ∙슬러지농도변화의 대응성 우수. |
∙연속 및 원격운전 용이. ∙설치면적이 적다 ∙밀폐식이라 악취발생이 적다 ∙세정수소요량이 적다 |
| 단 점 |
∙여포 세척수의 수요가 많음. ∙개방형이므로 악취가 발생. ∙부대설비가 많다. ∙슬러지 성상에 민감. ∙여포 세척수 소음 발생. |
∙초기 시설비가 크다. ∙개방형이므로 악취가 발생. ∙중량이 무겁다. ∙정수장 실적이 적다. |
∙토사성분 유입시, 수명 단축. ∙유지보수시 숙련공이 필요 ∙소요동력이 가장 크다. |
슬러지의 부피를 감소시켜 취급을 용이하게 하고 처리비용을 최소화하며 2차오염의 발생을 억제하기 위하여 탈수과정은 필수적이다.
국내의 정수장슬러지의 탈수에 사용되는 탈수기는 연속식 벨트형 탈수기, 가압식 탈수기, 원심식 탈수기가 선정된다. 현재 사용되는 탈수기에 대한 구조 및 장, 단점을 개략 비교하여 Table 3 에 표시하였다.
4. 가압탈수기의 특징
4.1 설비개요
가압탈수기는 다른 형식에 비해 비교적 낮은 함수율의 슬러지케잌을 배출하여 처리비용을 최소화하기 위하여 선정되었으며, 국내에서는 주로 응집용 약품(염화제이철 및 소석회)을 사용하여 소규모 오수 및 폐수처리장의 슬러지 탈수용으로 활용되어 왔다.
정수장에는 탈수용 응집제(Polymer)를 사용하지 않고도 탈수가 가능하여 탈수된 여액을 재 사용함으로써 경제적으로 유리한 점이 있어 도입되는 추세에 있다.
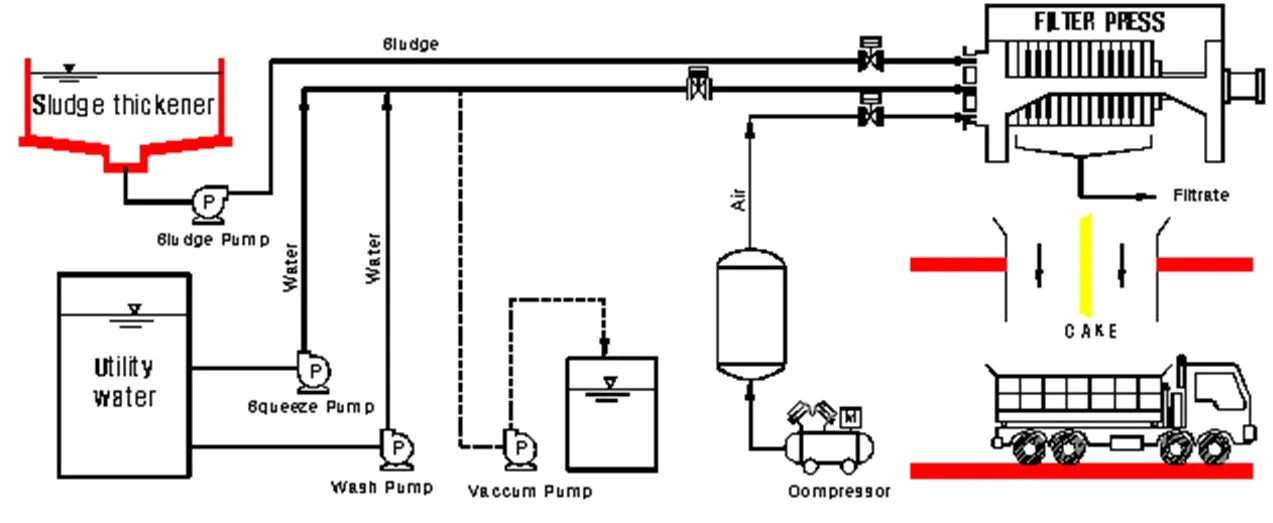
가압탈수기는 여과포가 덮여있는 여과판에 슬러지를 공급하여 압입, 압착 탈수하는 시설로서 탈수기 본체와 슬러지공급펌프, 가압용 공기압축기설비 또는 가압수 공급장치(Squeezing device), 여과포를 세척하기 위한 세정장치, 탈수케잌을 저장하는 호퍼, 케잌 이송 컨베이어 등으로 시설된다.
초기의 가압탈수기는 슬러지의 압입에 의해 탈수하였으나 점차 기술이 개발되어 압착탈수 방식이 도입되어 함수율을 더욱 낮추었다.
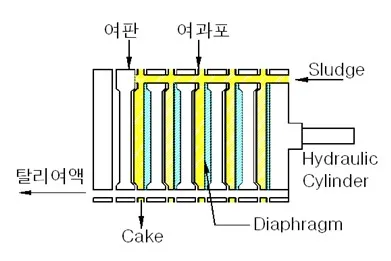
압착탈수식인 멤브레인(or Diaphragm) 가압탈수기(Membrane Filter Press)의 경우, 탈수기 본체는 유압펌프 및 유입실린더(Hydraulic device), 여과판(Filter Plate), 여과포(Filter Cloth), 가압용 멤브레인(Membrane or Diaphragm), 집수장치(Dripping Pan), 여과포 세정장치(Washing Device), 자동운전용 밸브류 등으로 구성된다.
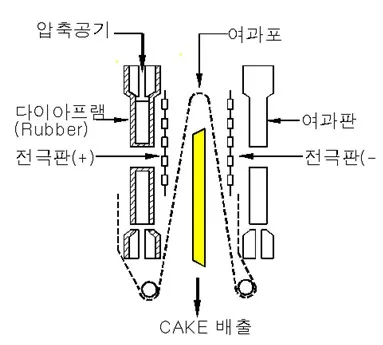
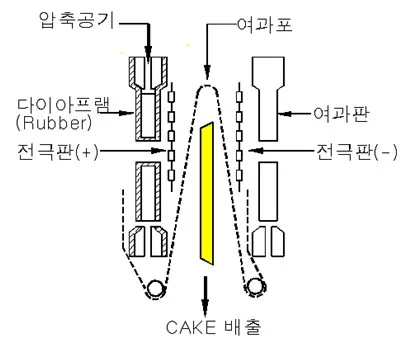
또한 슬러지를 탈수하고 난 후 여과판 및 여과포에 부착된 슬러지케잌을 원활이 제거하기 위하여 여과포를 이동시키는 구동장치를 설치하여 여과판 및 여과포의 이동을 자동으로 할 수 있으며 최근에는 여과판 안쪽면에 전극판을 설치, 전기적 영동현상을 이용하여 탈수하는 전기침투식이 외국에 사용되고 있다.
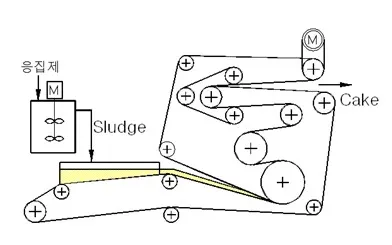
가압탈수기를 적용한 탈수공정을 Fig 1 에 나타내었다.
4.2 탈수 원리
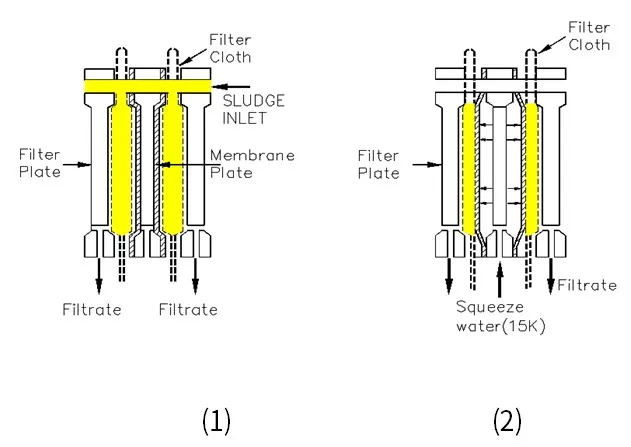
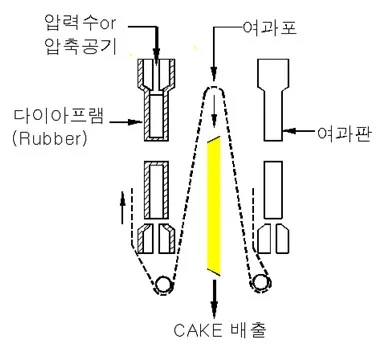
가압탈수기의 탈수원리의 개념도를 여과포 이동식의 예를 들어 Fig 2와 같이 표시하였다.
Fig 2 가압탈수기 공정도
(1) 여과판 닫힘 및 압입탈수 공정
가압탈수기 운전 초기나 Cycle이 끝난 후 이루어지는 공정으로서 유압펌프와 유압실린더에 의해 각 여과판을 한 쪽으로 압착하고 각 여과판 사이에 슬러지가 투입될 수 있는 여과실(Chamber)을 형성한다.
여과실의 두께에 따라 탈수 속도 및 배출되는 슬러지케잌의 두께가 달라지며, 슬러지 성상이나 탈수특성 및 제작사에 따라 20mm~40mm로 사용하나 30mm가 가장 일반적이다.
슬러지펌프에 의해 여과실 내에 압입된 슬러지는 펌프의 압입압력에 의해 고형분 및 여과액으로 분리되며 여과판 안쪽에 설치된 여과포에 의해 고형분은 여과실내에 남고 여과액은 여과포를 통해 배출된다.
압입시간을 짧게 하면 여과실 내에 생성되는 케잌의 두께가 얇아져 배출공정에서 케잌이 여과포로부터 분리되기 어렵고, 함수율이 높아 질 우려가 있어 압착탈수 공정에서 높은 가압압력을 필요로 한다. 반대로 압입시간이 길면 케이크의 함수율은 낮아질 수 있으나 Cycle time이 길어져 탈수 속도가 떨어진다.
(2) 압착탈수(Squeezing)
각 여과판과 여과포 사이에 설치된 멤브레인(Membrane or Diaphragm)에 압축공기(5~7K) 또는 압축수를 공급, 여과포를 가압함으로써 여과실 내의 슬러지를 압착, 탈수하여 배출되는 케잌의 함수율을 저하시킨다.
일반적으로 가압압력이 높을수록 케잌의 함수율을 저하시킬 수 있으나 가압압력을 고려한 구조가 필요함에 따라 제작비가 높아진다.
여과판에 설치되는 멤브레인은 홀수판의 양면에 부착하는 경우가 일반적이나, 전체 여과판의 양면에 부착하는 경우도 있다.
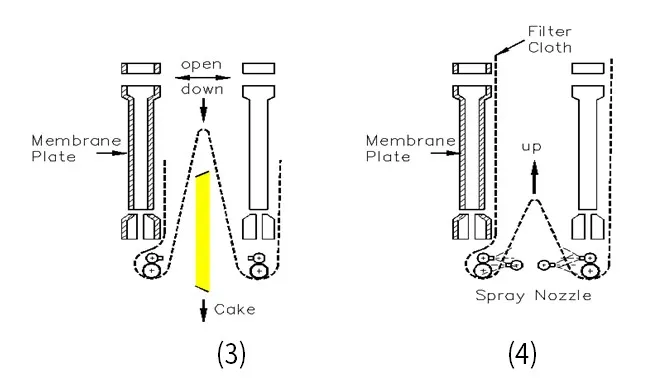
(3) 여과판 열림 공정(Release-Plate shifting)
유압실린더가 후진하여 공간이 발생하면 여과판 구동장치( Plate shifting)에 의해 각 여과판이 벌어지고 여과판 하부의 물받이(Dripping pan)가 열려 여과실 내의 케잌이 하부로 낙하한다.
각 여과판이 동시에 벌어지는 수에 따라 소요되는 시간의 차가 커서 전체 Cycle time, 즉 탈수 속도에 직접적인 영향을 미치게 된다, 제작사별로 동시에 1개 내지 2개 또는 다수의 여과판이 벌어지는 방식(여과포 고정식)일 경우 10분 이상이 소요되며,
전 여과판이 동시에 벌어지는 방식(여과포 이동식)의 경우 1분 내에 이루어지나 가격이 높다.
각 여과판이 벌어져 여과실 내의 케잌이 하부로 낙하할 때 케잌이 여과포로부터 쉽게 박리되어야 하고 박리 된 후 여과포를 세척하여 다음 공정에서 여과효율이 최대가 되도록 하여야 한다.
케잌의 박리 및 여과포 세정을 위한 여과포의 운전방식에 따라 여과포가 여과판의 제 위치에 고정되어 박리, 세척하는 방식을 여과포 고정식이라 하며, 여과포가 하부로 이동되어 케잌의 박리 및 여과포의 세정효율을 높인 방식을 여과포 이동식이라 한다.
(4) 여과포 세정(Cloth Washing)
여과포의 세정은 Cycle이 종료되고 다음 Cycle에서 여과효율을 높이기 위한 공정으로서 매 Cycle 마다 이루어지지는 않으며 슬러지 성상이나 운전특성에 따라 달라진다.
여과포 고정식의 경우 1~2 Chamber를 이동식 노즐(Spray Nozzle)에 의해 동시에 세정하며, 여과포 이동식의 경우 5 Chamber(조절 가능) 이상을 고정식 노즐에 의해 동시에 세정한다.
일반적으로 케잌 배출을 위한 공정이나 여과포 세정공정의 소요시간이 전체 Cycle time에 영향을 미치고 Cycle time이 탈수 속도와 같아 가압탈수기의 성능 및 규격을 결정하는데 중요한 요인이 된다.
4.3 가압탈수기 분류 및 제작 공급사 현황
(1) 가압탈수기 분류
가압탈수기는 여과판의 형식에 따라 챔버가압탈수기(Chamber Filter Press)와 멤브레인 가압탈수기(Membrane Filter Press)로 크게 구분하고 여과판의 구조에 따라 일반형, 전극판을 부착한 전기침투식 및 스팀배관을 부착한 건조식으로 분류한다.
그러나 전기침투식이나 건조식은 낮은 함수율의 케잌을 발생시켜 케잌 처분비용이 적게 드나, 외국기술로서 설비비가 높고 국내실적이 없다. 여기서는 최근 많이 사용되는 멤브레인을 이용한 압착탈수 방식을 주로 검토하였다.
Fig 3 일본내 정수장 가압탈수기 설치 전경
(2) 멤브레인 가압탈수기 비교
멤브레인 가압탈수기는 멤브레인을 압축공기로 압착(Air Squeezing)하는 방식과 압축수로 압착(Water Squeezing)하는 방식이 있다.
또 케잌 분리나 여과포 세정시 여과포 상태에 따라 여과포 고정식과 이동식(또는 주행식)으로 구분되며, 여과포 고정식의 경우 케잌을 분리하는 방법에 따라 별도의 장치가 없는 일반형과 여과포를 진동시키는 진동식, 스크레이퍼에 의해 케잌을 긁어내리는 스크레이핑 방식 등으로 구분된다.
그리고 여과판의 열림(Plate shifting)방식에 따라 1개 또는 수 개의 여과판을 동시에 여는 방식과 전체의 여과판을 동시 여는 방식으로 구분된다. 이러한 형식들은 탈수기의 처리 성능과 운전관리의 편리성 및 자동화에 따라 선택되어질 수 있으며 Fig 4에 정리하였다.
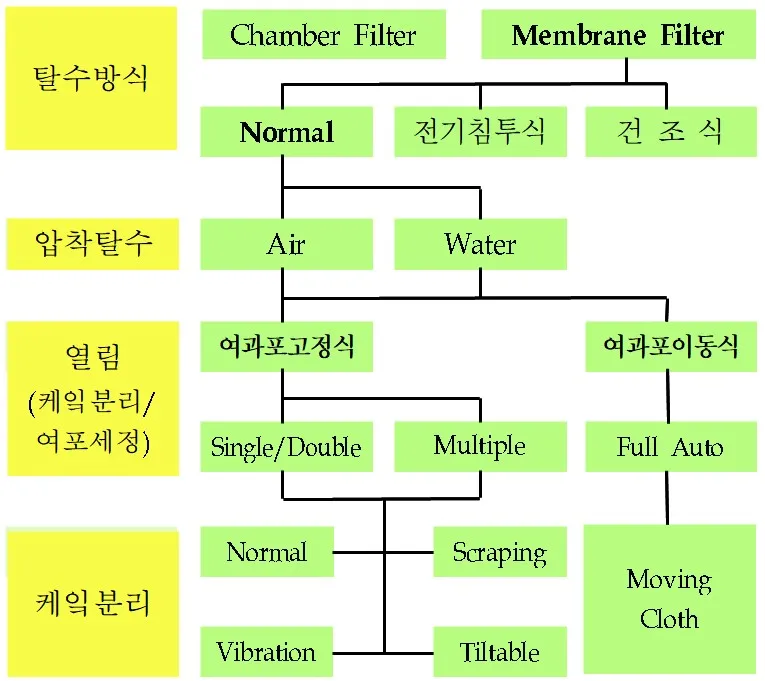
Fig 4 가압탈수기의 분류
(3) 국내 가압탈수기의 제작 공급사 현황
| 구 분 |
여과포 고정식 |
여과포 이동식(또는 주행식) |
전기침투식 |
| 형 상 |
 |
 |
 |
| 특징 |
․슬러지 압입시간을 길게 하여 압입탈수 의존도가 높다.
가압여과시 공기나 물의 가압력을 이용 다이아프램에 의해 압착 탈수 |
․슬러지 압입시간을 짧게 하고 Cycle 횟수를 많게 하여 운전효율을 향상.
압착탈수시 공기나 물의 가압력을 이용 멤브레인에 의해 압착 탈수 |
․여과포 이동식에 전극판을 추가 ․전기적 영동현상을 이용하여 케잌함수율을 저감시킨다.
공기의 가압력을 이용 멤브레인에 의해 압착 탈수 |
| 탈수속도 |
0.1 ~ 1.0kg.DS/㎡.hr |
1.0 ~ 3.6 kg.DS/㎡.hr |
1.0 ~ 10kg.DS/㎡.hr |
| 폐판공정 |
․유압실린더로 각 여과판을 압착 |
좌 동 |
좌 동 |
| 압입공정 |
․슬러지공급펌프에 의해 공급 공급압력은 4.5~5K |
좌 동 |
좌 동 |
| 압착공정 |
․압축공기 6~7K or 압축수 15K로 압착탈수 |
좌 동 |
․압축공기 6~7K로 압착 탈수 후 전기 침투 탈수 |
| 개판공정 |
․여과판 12개씩 이동, ․케잌분리는 별도의 장치가 없거나 진동장치, 스크레이퍼로 분리 ․여과포 세정 : 이동노즐에 의해 1~2Chamber 동시 세정 |
․전 여과판을 동시에 이동 ․케잌분리는 여과포를 하부로 이동하면서 동시 분리 ․여과포 세정 : 고정노즐에 의해 5Chamber 이상 동시 세정 |
좌 동 |
| 함수율 |
55 ~ 65% |
50 ~ 60% |
40 ~ 60% |
| Cycle time |
2hr ~ 4hr |
30 ~ 60min |
9 ~ 30min |
| 장 점 |
․가격이 저렴.
소요면적이 적다
Cycle time이 길어 운전회수가 적으므로 멤브레인 등의 수명이 길다. |
․Cycle time이 짧아 탈수속도 높음.
․동일처리량에서 챔버수가 적다.
․여포가 이동하므로 케잌배출 성능이 우수. |
․Cycle time이 가장 짧아 탈수 속도가 빠르다.
.설비 설치면적이 가장 작다.
․여포 이동 형이므로 케잌배출 성능이 우수. |
| 단 점 |
․탈수속도가 낮아 챔버수가 많아 진다.
․폐판시간이 길어 케잌 배출 및 여과포 세정시간이 길다. |
․Cycle time이 짧아 운전횟수가 많으므로 멤브레인의 수명이 짧을 우려가 있다.
․전 여과판을 동시에 개폐하므로 설치면적이 크다. |
․가장 고가이며 국내 설치실적이 없다.
소요전력을 크게 할수록 케잌 함수율은 저하되나 전력소모량이가 커서 대용량에 적합 |
| 납품실적 |
․남강댐, 순천정수장
국내 폐수처리장 등 20개소 (chamber □1,500 기준) |
폐수처리장 등 10여 개소 ( chamber □1,500 기준) |
일본 약 16개소 |
| 공급사 |
․섬진EST(Noritake)
․태영공업사
․유니온(Ishikaki)
․Netzsch Korea(Netzsch) |
․유니온(Ishikaki) ․디아이(Kurita) |
․수환경(Shinko Pantec) |
| 제작사(공급사) |
기술제휴선 |
비 고 |
| 네취코리아, 카보텍 |
Netzsch(독일) |
여과포고정식 |
| 섬진 EST |
Noritake(일본) |
여과포고정식 |
| 유천엔지니어링 |
자체제작 |
여과포고정식 |
| 태영공업사 |
자체제작 |
여과포고정식 |
| 수환경(주) |
Shinko Pantec(일본) |
여과포이동식 (전기침투식) |
| (주)유니온 |
Ishigaki(일본) |
여과포이동식 |
4.4 국내 정수장 설치실적(2003,3월 현재)
(1) 운영 또는 설치 완료된 현장
| 정수장명 |
송전 |
사천 |
온산 |
가창 |
| 시설용량(㎥/d) |
210,000 |
121,000 |
221,000 |
70,000 |
| 탈수기 형식 |
이동식 |
여과포고정식 |
이동식 |
| 탈수기 규격 |
□1.5m |
□1.5m |
□1.5m |
□1.0m |
| Chamber수량 |
50 |
62(92) |
100 |
32 |
| 탈수기 수량 |
2 set |
2 sets |
3 sets |
2 sets |
| 사용약품 |
무약주 |
Polymer |
무약주 |
무약주 |
| 슬러지량 (kg.DS/d) |
10,163 |
4,111 |
11,990 |
|
| 슬러지농도 |
4% |
|
3% |
3% |
| 탈수속도 (kg.DS/hr.㎡) |
1.5 |
1.6 |
1.0 |
1.5 |
| Cycle time |
40min |
3 hr |
2 hr |
45min |
| 목표함수율 |
60%이하 |
60±5% |
60±5% |
60% |
| 시설년도 |
‘2003 |
‘2001 |
‘2001 |
‘2002 |
| 진행사항 |
운전중 |
운전중 |
운전중 |
운전중 |
(2) 설계 또는 시공중인 현장
| 정수장명 |
의왕청계 |
전남남부 |
죽곡 |
공산 |
| 시설용량 (㎥/d) |
40,000 |
210,000 |
250,000 |
40,000 |
| 탈수기 형식 |
이동식 |
고정식 |
이동식 |
이동식 |
| 탈수기 규격 |
□1.5m |
□1.25m |
□1.5m |
□1.0m |
| Chamber수량 |
18 |
90 |
50 |
26 |
| 탈수기 수량 |
2 sets |
2 sets |
2 sets |
2 sets |
| 사용약품 |
무약주 |
무약주 |
무약주 |
무약주 |
| 슬러지량 (kg.DS/d) |
2,061 |
10,163 |
14,838 |
1,992 |
| 슬러지농도 |
3% |
4% |
3% |
3% |
| 탈수속도 (kg.DS/hr.㎡) |
1.3 |
1.6 |
1.5 |
1.5 |
| Cycle time |
50 min |
3.5 hr |
45min |
45min |
| 목표함수율 |
60%이하 |
60%이하 |
60%이하 |
60%이하 |
| 설계년도 |
‘2003 |
‘2000 |
‘2002 |
‘2002 |
| 진행사항 |
설계완료 |
시공중 |
설계완료 |
설계완료 |
5. 가압탈수기 적용시 고려사항
5.1 용량 결정
일반적으로 일본의 기술을 도입한 제품은 탈수 속도(kg.DS/hr.㎡)에 의해 슬러지량 및 운전시간을 고려하여 탈수기의 용량을 결정하나, 유럽이나 국내 일부 제품은 Chamber의 체적(Volume)을 슬러지량으로 환산하여 탈수기 용량을 계산하여 탈수 속도로 환산하고 있다. 용량 결정을 위해서는 다른 종류의 탈수기와 같이 처리속도 즉 여과속도가 발생슬러지를 충분히 처리 할 수 있어야 하고, 계획된 함수율을 보증할 수 있어야 하며, 최근의 설계개념에 따라 무인 자동화 운전이 가능하여야 한다. Fig 5 가압탈수기의 특성
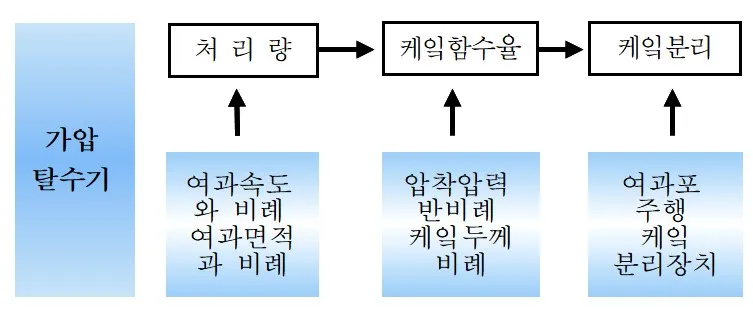
Fig 5 가압탈수기의 특성
5.2 탈수 속도(여과속도 or 처리속도)
(1) 일반사항
탈수기의 처리 용량은 다른 탈수기와 같이 탈수 속도로 결정하는 것이 일반적으로 여과포의 단위면적당 단위시간에 처리되는 건 슬러지량(dry solid -kg.DS/hr.㎡)으로 표시한다. Cycle당 처리량을 사용하기도 하나 제작사나 탈수기 모델에 따라 Cycle time(기종에 따라 30min에서 24hr까지 소요됨)이 다르므로 시간당으로 환산하여야 한다,
또한 계획된 1일 운전시간을 고려하여 1일 소요되는 Cycle 수를 감안하고 탈수기 규격 선정시 검토되어야 한다. 가압탈수기의 탈수능력에 영향을 주는 인자로는 하기의 항목이 있다.
- 1) 슬러지 농도
- 2) 슬러지 성분(SiO₂, 감열감량, Al₂O₃)
- 3) 슬러지 성상 (입도 분포)
- 4) 수온
- 5) 원수 탁도
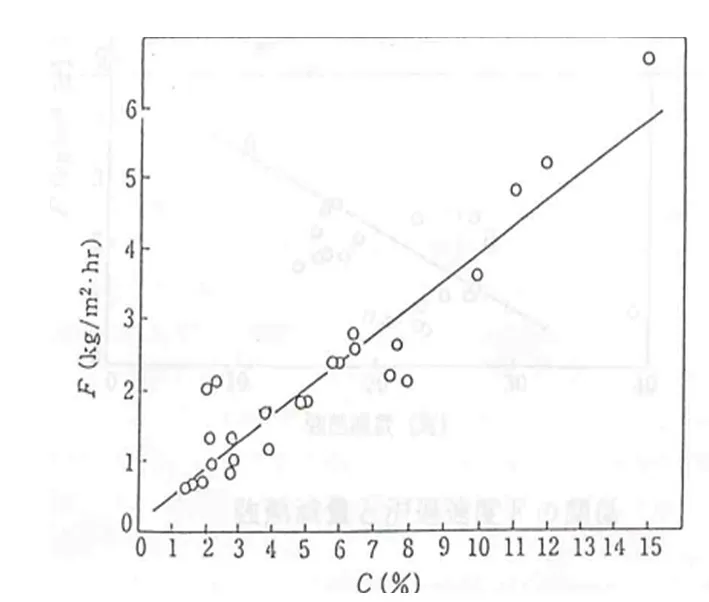
Fig 6 슬러지 도 C 와 여과속도 F 와의 관계
(2) 슬러지 농도 및 성분에 따른 탈수속도 슬러지농도 및 성분에 따른 탈수속도에 대하여 각각의 관계는 Ishigaki사의 여과포 이동식 가압탈수기의 기술자료를 참고로 다음과 같이 정리한다.
1) 슬러지 농도의 영향 슬러지 농도와 여과속도와의 관계는 그림 6과 같다. 이 그래프에서는 농도가 높으면 높을수록 여과속도가 향상된다.
따라서 탈수 전처리(농축조에서 농축처리)가 탈수능력에 아주 중요한 것을 알 수 있다.
2) 슬러지 성분의 영향
① 감열 감량 근래의 수도 원수 수질은 각종 수자원수질보전 노력에도 불구하고 악화되고 있다. 특히 가정에서의 잡배수량이 계속 증가하고 있기 때문에 유기물질(감열감량)의 함유량이 증가되고 있다.
감열 감량이 높으면 슬러지의 압축성이 크게 되어, 여과성이 떨어진다. 강열감량에 따른 여과속도를 그림 7에 나타내었다. 또, 수원에서는 부영양화가 진행되어, 녹조류가 발생, 악취의 원인이 된다.
정수처리 과정에서 악취제거를 위해, 분말활성탄을 첨가하는 경우가 증가하여, 배출슬러지에도 활성탄이 함유되는 경우가 많아졌다.
이 때문에 분말 활성탄의 Mn++, Fe++등의 이온화 물질이 적지 않게 함유되어 있어, 전기영동을 이용한 탈수기는 탈수성능 저하가 심하지만, 기계탈수기에서는 거의 능력이 변하지 않고, 분말 활성탄을 혼입하는 쪽이 약간 향상되는 경우도 있다.
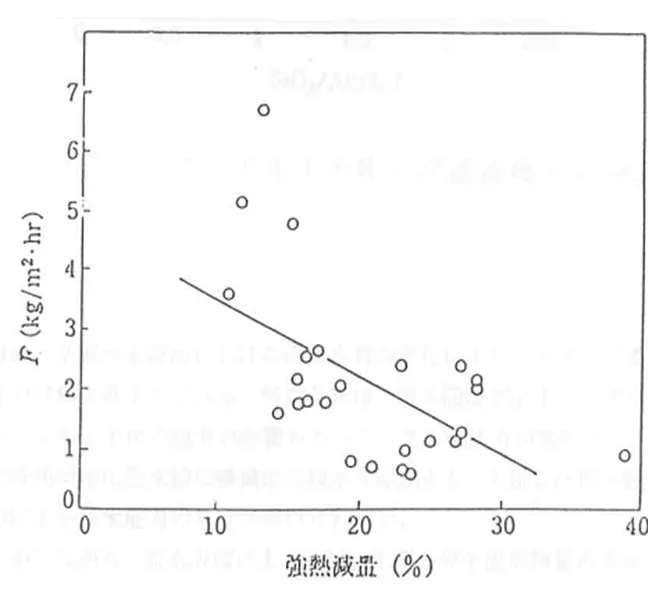
Fig 7 감열 감량과 여과속도 F 와의 관계
② 실리카/알루미늄 비 PAC등의 응집제 주입에 의해 알루미늄 염이 가수분해되어 수산화 알루미늄이 되어, 슬러지 중에 함유된다.
수산화 알루미늄은 친수성으로 압축성이 큰 수화된 Floc을 형성하므로 이 성분이 증가할수록 압축성, 탈수성이 나쁘게 된다.
원수 탁도가 높으면 높을수록 실리카가 증가되어 알루미늄 성분이 감소하므로 탈수성이 향상된다.
하절기 슬러지가 탈수성이 좋고, 동절기에 저하하는 이유는 이 실리카/알루미늄 비가 원인인 경우가 많다.
실리카/알루미늄비와 여과속도와의 관계를 Fig 8에 표시하였다.
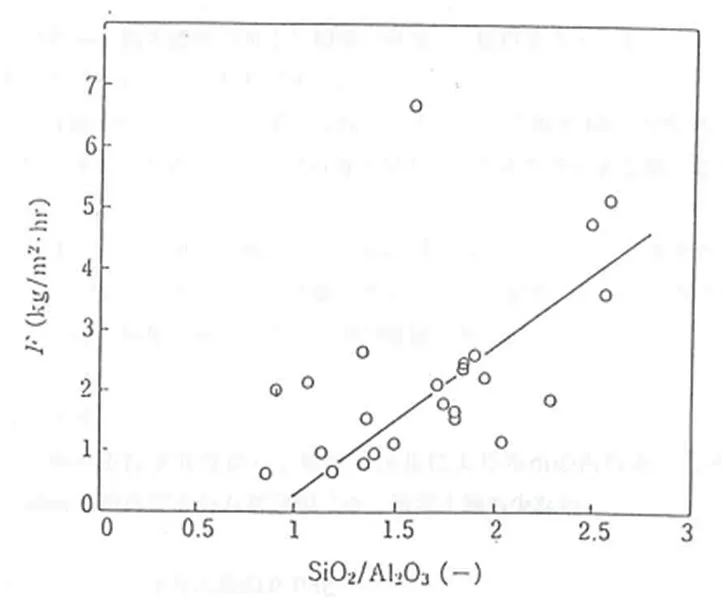
Fig 8 실리카-알루미늄 비와 여과속도 F 관계
최근 전국 수원지의 원수수질 악화에 의해, 슬러지 농축효과가 저하되고, 탈수 성능은 매년 저하되고 있다.
특히 동절기는 원수탁도와 슬러지 온도가 저하, 실리카/알루미늄 비의 감소의 영향도 있어, 더욱 능력이 저하될 우려가 있다.
탈수 능력을 향상시키는 방법으로 최근 여러 가지 방식이 시험되고 있다. 전기 침투법, 가온식 탈수방법 등은 이 중에서 대표적인 것으로서, 무약주 탈수방식을 기본으로 한 상태에서, 전기투입이나 열 에너지를 사용하여 여과속도를 향상시키고, 케잌 함수율을 저하시키고 있다.
이같은 방식은 에너지의 소비량을 증가시키고, 설비비의 상승을 동반하기 때문에 신중한 검토가 필요하다.
(3) 형식별 탈수속도
탈수 속도는 국내 정수장에서의 운전자료가 거의 없으므로 운전 자료 실적이 있는 제품을 적용하거나 유사 수질의 Pilot Test에 의한 결과를 토대로 적용한다. 일본 Ishigaki사의 경험 자료로부터 원수탁도와 슬러지농도에 따른 탈수 속도와 함수율 범위를 다음 표 4에 표시하였고, Shinko Pantec의 경험 자료로부터의 탈수 속도와 함수율 범위를 다음 Table 5에 표시하였다.
Table 4 여과포 이동식의 탈수속도
| NTU |
슬러지 농도 (%) |
탈수속도 (kg.DS/㎡.hr) |
Cake 함수율(%) |
| 20 |
3 |
1.0 |
65±5 |
| 40 |
4 |
1.5 |
60±5 |
| 80 |
5 |
2.0 |
55±5 |
| 120 |
6 |
2.7 |
55±5 |
Table 5 전기침투식의 탈수속도
| NTU |
슬러지 농도 (%) |
탈수속도 (kg.DS/㎡.hr) |
Cake 함수율(%) |
| 20 |
3 |
1.5 |
60±5 |
| 40 |
4 |
2.2 |
55±5 |
| 80 |
5 |
2.8 |
50±5 |
| 120 |
6 |
3.4 |
50±5 |
케잌 함수율 60~65 %를 유지하기 위한 탈수속도를 Cycle time에 따라 다음 Table 6에 구분하였다.
Table 6 Cycle time에 따른 탈수속도
| 구분 |
장시간형 |
단시간형 |
전기침투식 |
| 여 과 포 |
고정식 |
이동식 |
이동식 |
| Cycle time |
2~24 hr |
1~2hr |
9~30 min |
| 탈수속도 (kg.DS/hr.㎡) |
0.1~0.5 |
0.5~ 3 |
1~ 10 |
| cake 함수율 |
60~65% |
60~65% |
60~65% |
탈수 속도는 Cycle time에 반비례한다. 따라서 Cycle Time 중 많은 부분을 차지하는 슬러지 압입시간이 탈수속도를 좌우한다.
여과포 고정식의 경우 여과판 개폐시간이 많이 소요되므로 Cycle 횟수가 많을수록 탈수 속도가 떨어지게 되므로 여과판 개폐시간을 짧게 하기 위해 전 여과판을 동시에 개폐가 가능한 여과포 이동식이 개발되었다.
따라서 여과포 이동식의 경우 Cycle 횟수를 많이 하여도 기타시간도 짧고 압입시간을 짧게 함으로써 여과효율이 높아 탈수속도가 빠른 것이다. 탈수속도에 따라 기기 규격이 달라지므로 각 형식별로 슬러지량에 따른 탈수 속도를 적용하여 기기의 규격을 산정하여야 한다.
일반적으로 설계시 예측되는 고탁도 시기에는 예비기 없이 최대 24시간까지 운영이 가능하고 탈수성이 좋으므로 탈수효율이 높아지고 운전시간의 여유가 있어 처리속도에는 문제가 없다.
따라서 평균탁도 시기에 동절기와 같이 탈수성이 낮은 시기에 발생되는 슬러지의 처리량을 만족하도록 계획하는 것이 중요하다.
Table 7 국내 정수장 가압탈수기 Pilot Test 결과
| 형식 |
정수장 |
수원 |
실험기간 |
슬러지농도 (%) |
탈수속도 (kg.DS/㎡.hr) |
케잌함수율 (%) |
비고 |
| A(이동식) |
청주 |
대청댐 |
‘98.5 |
1.62 |
1.36~1.67 |
54.0~56.8 |
15K Sq. |
| 금강 |
금강 |
‘98.6 |
2.45 |
1.94~2.27 |
56.5~59.3 |
15K Sq. |
| 수지 |
팔당댐 |
‘99.7 |
3.15 |
1.48~2.69 |
56.2~60.5 |
15K Sq. |
| 와부 |
팔당댐 |
‘98.7 ‘98.7 ‘99.7 |
2.86 0.68 5.1 |
1.74~2.4 0.96~1.0 1.69~2.01 |
42.7~45.4 54.0~54.7 58.9~59.6 |
15K Sq. |
| 매곡 |
낙동강 |
‘02.8 |
6.3 |
1.52~3.95 |
41.9~45.5 |
15K Sq. |
| 고산 |
운문댐 |
‘02.8 |
4.62 |
1.04~2.78 |
47.8~52.1 |
15K Sq. |
| 가창 |
가창댐 |
‘02.8 |
2.0 |
1.13~1.73 |
53.1~56.3 |
15K Sq. |
| B(고정식) |
온산 |
낙동강 |
‘99.6~9 |
2.53 |
0.7~1.32 |
46.1~56 |
7K Sq. |
| 가창 |
가창댐 |
‘00.8 |
6.2 |
1.0 |
57.3 |
15K Sq. |
| 화순 |
화순댐 |
‘00.7 |
1.47 |
0.3~10.5 |
65.7~67.5 |
15K Sq. |
| 반송 |
낙동강 |
‘00.6~8 |
2.88 |
0.69~0.92 |
61.7~70 36.5~50 |
7K Sq. 15K Sq. |
| 죽곡 |
낙동강 |
‘02.9 |
5.4 |
1.09~1.3 |
42.7~43.6 |
15K Sq. |
| C(고정식) |
반송 |
낙동강 |
‘02.1 |
3.39 |
0.39~1.0 |
55.5~63.2 |
15K Sq. |
| D(고정식) |
수지 |
팔당댐 |
‘00.7 |
4.0 |
1.75~1.87 |
58.1~60.0 |
15K Sq. |
| 죽곡 |
낙동강 |
‘02.9 |
4.1 |
0.67 |
53.5 |
15K Sq. |
Table 8 농도별 평균탈수속도
| 제작사 |
형 식 |
정수장 |
슬러지농도별 평균탈수속도(kg.DS/㎡.hr) |
비 고 |
| 2% |
3% |
5% |
| A |
여과포이동식 |
청주/고산/가창 |
1.0~1.4 |
1.4~1.7 |
1.7~2.0 |
댐원수 |
| 금강/매곡 |
1.1~1.6 |
1.7~2.2 |
2.2~2.6 |
표류수 |
| 수지/와부 |
1.2~1.5 |
1.6~1.9 |
1.9~2.1 |
표류수 |
| B |
여과포고정식 |
가창/화순 |
0.3~0.5 |
0.4~0.6 |
0.6~0.8 |
댐원수 |
| 반송/온산/죽곡 |
0.4~0.7 |
0.6~0.9 |
0.9~1.2 |
표류수 |
| C |
여과포고정식 |
반송 |
0.3~0.5 |
0.4~0.6 |
0.6~0.9 |
표류수 |
| D |
여과포고정식 |
수지/죽곡 |
0.23~1.36 |
0.35~1.6 |
0.5~1.8 |
표류수 |
댐원수나 표류수를 수원으로 하는 국내 정수장에서 약품주입 없이 각 형식별 Pilot test결과를 다음 Table 7에 표시하였다. Pilot Test 결과에 따라 설계 적용을 위해 농축조로부터 유입되는 슬러지의 농도를 2%, 3% 및 5%일 때의 평균탈수속도로 환산하여 표 8에 표시하였다. 이때 수온은 5℃~25℃ 기준이며 여과실 두께(chamber thick)는 B사의 20mm를 제외하고 모두 30mm를 기준으로 하였다.
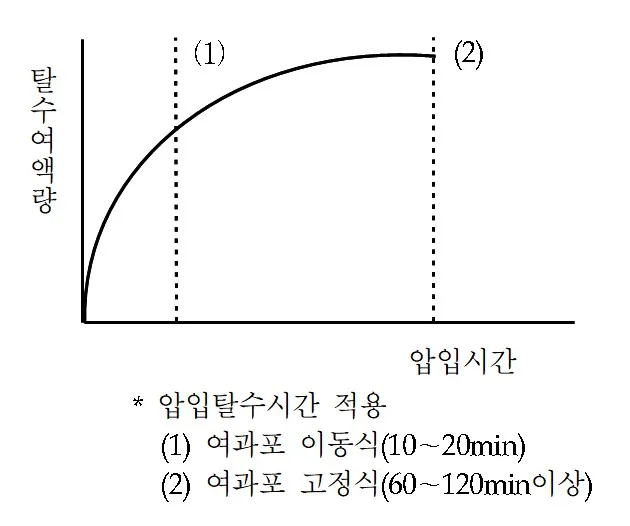
Fig 9 형식별 압입탈수특성
** < Pilot Test 결과의 환산 >
vc = Qc × (100-Wc)/100 ÷ Af
vc : cycle 당 탈수속도(kg.DS/㎡.cycle)
Qc : 케잌의 무게(kg)
Wc : 케잌 함수율(%)
Af : 여과면적(㎡)
vh = vc × 60/tc
vh : 시간당 탈수속도(kg.DS/㎡.hr)
tc : cycle time(min)
tc = tf(압입탈수시간)+ts(압착탈수시간)+td(케잌
분리시간)+ tw(세정시간) + to(기타시간)
․환산 cycle당 탈수속도 :
vc’ = 기준 챔버두께/시험 챔버두께
․환산압입시간 :
tf’ = (시험슬러지농도/설계농도)×(기준 챔버두께/시험챔버두께)2×(설계온도의 슬러지점도/시험온도의 슬러지점도)
․환산 cycle time :
tc’ = tf’ + ts + td+ tw + to
․환산 시간당 탈수속도 : vh’ = vc’× 60/tc’
5.3 탈수기 규격
탈수기의 규격은 정사각형 여과판의 한변 길이를 사용하며 규격이 클수록 여과면적이 크나 동일 규격이라도 제작사별로 여과면적에 다소 차이가 있다. 여과판의 규격은 일반적으로 중대형 규격인 1,000, 1,500, 2,000이 가장 많이 사용되고, 다음 Table 9와 같이 여러 규격이 있다. 슬러지량이나 운전시간, Cycle time, 설치면적 등을 고려하여 Chamber의 수(여과판수)를 결정하여야 하나 여과포 고정식의 경우, 여과판이 많을수록 열림 공정(Release)의 소요시간이 길어져 탈수 속도가 떨어지게 되므로 용량 결정시 고려되어야 한다.
< 여과면적 선정 >
Qs×1/To×1/vh×1/Ac×1/Nf = Chamber 수량
Qs : 평균탁도 또는 설계탁도의 슬러지량
(kg.DS/㎡.hr)
To : 운전시간(hr/일)
vh : 여과속도 (kg.DS/㎡.hr)
Ac : chamber당 여과면적(㎡)
Nf : 탈수기 운전대수(대)
| Plate size (mm) |
Filter Area(㎡) /chamber |
No. of Chamber |
Remarks |
| 250 |
0.085 |
10 |
S사 |
| 320 |
0.072 |
3~10 |
T사 |
| 400 |
0.18 |
3~40 |
T, Y사 |
| 470(500) |
0.23~0.264 |
10~40 |
S, Y사 |
| 630 |
0.43~0.46 |
10~50 |
T, Y, N사 |
| 800 |
0.86~0.977 |
20~60 |
S, Y, N사 |
| 930 |
1.16 |
30~100 |
T사 |
| 1,000 |
1.5~1.6 |
8~100 |
S,U,Y,J,N사 |
| 1,200 |
2.1~2.2 |
40~100 |
S, T, Y, N사 |
| 1,250(1,300) |
2.0~2.7 |
40~100 |
T, Y사 |
| 1,500 |
3.5~3.6 |
18~100 |
S,U,Y,J,N사 |
| 2,000 |
6.4~6.95 |
32~100 |
U, Y, N사 |
5.4 케잌함수율
가압탈수기의 탈수케잌 함수율은 슬러지 성상이나 탈수기 형식에 따라 다르나 50~65%정도로 발생되는 것이 일반적이며, 일정 한계 내에서 압입시간 및 압착탈수시간이 길수록 낮은 함수율을 유지할 수 있다. 또한 유입슬러지의 고형물 농도가 높을수록 탈수 속도도 커지고 케잌함수율이 낮은 것으로 알려져 있다.
일반적으로 여과포 고정식의 경우 열림공정(Release)에 시간이 걸리고 케잌 두께가 얇을 경우 박리가 어려우므로 탈수 속도를 최대한 크게 하고 케잌함수율을 낮추기 위해 슬러지 압입시간 및 압착시간을 길게 유지하며, 여과포 이동식의 경우 개판공정 소요시간이 짧고 여과포 이동에 따라 케잌의 박리가 쉬우므로 압입 및 압착시간을 짧게 하여 탈수 속도를 높게 한다.
5.5 결론
(1) 형식별 설계 여과속도
탈수성능은 어떤 기종에서나 계절적인 원수 수질변동에 따른 슬러지 성상 변화나 응집제 사용량 등의 정수처리과정에 따라 다소 달라지는 것이 일반적이다.
하천수나 호소수의 경우 저수온시 점도가 높아 여과저항이 증가하고, 조류가 발생하여 슬러지에 혼입하는 경우 미세한 입자로서 함유되므로 분석상 유기물로 분류되어 난여과성으로 된다.
주로 동절기에 우수량이 적고, 수량이 줄어 유입 입자가 작아지는 동시에 유기물의 비율이 높아지게 된다. 호소수의 경우는 하천수에 비해 유기물량이 많고 슬러지의 고형물 농도가 낮게 나타나는 경향이 있어 탈수성능이 저하되는 것이 일반적이다.
이와 같이 슬러지 원수의 수질조건에 따라 탈수성능이 달라지나, 가압탈수기가 도입 초기에 있어 각 수질별 처리성능 Data가 부족한 실정이라 적용되는 수질의 슬러지를 사전에 실험하여 적용하는 것이 정확하다.
국내 정수장의 농축슬러지 설계농도가 평균 3~5%임을 고려하여 낮은 기준인 3%를 설계조건으로 하고, 위 실험결과를 토대로 적정 탈수속도 설계 예를 가압탈수기 형식별로 나타내면 다음 Table 10과 같다.
댐원수의 경우 각 형식별 실적이 현재까지 충분하지 않아 기준을 정하기는 어렵지만 동절기의 저탁도 일때와 같이 탈수속도가 저하되는 시기가 있으므로 탈수속도를 낮은 범위에서 채택하여 규격 선정 시 다소의 여유를 고려하거나 운전시간의 연장 또는 예비기의 활용 등의 방안을 채택하는 것이 경제적일 것이다.
| 구 분 |
설계조건 : 농도 3%, chamber thick.30mm |
| 여과포고정식 |
여과포이동식 |
| 댐원수, 하천수 |
0.5~0.7 kg.DS/㎡.hr |
1.0~1.5 kg.DS/㎡.hr |
하절기 고탁도시에는 탈수성능이 향상되어 최대 2배 정도까지 상승하고 운전시간도 예비기를 사용하여 24시간 이내 운전하는 것을 적용하면 충분하므로 설계조건의 평균탁도시를 만족하는 탈수속도의 기기 규격을 선정하는 것이 중요하다.
(2) 설계함수율 보증을 위한 운전방식 검토
슬러지를 압입여과한 후 멤브레인에 압력을 가하여 압착탈수하는 과정에서 압착력에 따라 슬러지 케잌의 함수율이 일정범위 내에서 비례하는 것이 일반적이다.
압착압력에 따른 케잌함수율과 관련하여 일본의 기술자료와 국내에서 Pilot Test 한 결과를 검토하면 다음 Table 11 및 Table 12와 같으며 설계 케잌함수율 60%를 통상 유지하기 위해서는 별도의 탈수장치를 장착한 전기침투식을 제외하면 15kg/㎠의 수압에 의한 압착탈수가 필요하다.
| 슬러지농도 (%) |
케잌 함수율 |
| 7kg/㎠ (공기압) 압착 |
15kg/㎠ (수압) 압착 |
| 2 |
73% |
60% |
| 3 |
70% |
56% |
| 4 |
67% |
54% |
| 5 |
64% |
51% |
| 6 |
60% |
48% |
| Test |
케잌 함수율 평균 |
| 7kg/㎠ (공기압) 압착 |
15kg/㎠ (수압) 압착 |
| 여과포 고정식 |
59%~65% |
57%~60% |
| 여과포 이동식 |
– |
55%~60% |
(3) 무인자동화를 위한 케잌분리방식 검토
슬러지 탈수 후 여과포에 밀착된 케잌을 여과포로부터 분리, 배출시켜 다음 Cycle을 운전하여야 하나 케잌 분리가 원활하지 않을 경우 인력으로 분리하여야 하므로 무인 자동운전이 이루어지지 않는다.
일반적으로 응집용 약품(주로 소석회, 염화철)을 주입하여 탈수하는 경우 케잌이 두껍게 생성되어 비교적 양호하게 분리되나 약품을 주입하지 않는 경우에는 케잌이 얇아 여과포에 달라붙어 잘 분리되는 않는 경우가 발생한다.
여과포 이동식의 경우 여과포 자체가 하부를 통해 상부로 이동 주행하므로 케잌 두께가 얇아도 분리성능이 양호하다.
여과포 고정식의 경우 케잌 두께가 두꺼울수록 자중에 의해 분리가 잘되나 케잌 두께가 얇으면 분리가 잘 되지 않아 분리를 위한 별도의 자동분리장치(여과포 진동장치, Scraper 등)를 필요로 한다.
참고문헌
- Integrated Design of Water Treatment Facilities(S.Kawamura)
- 하수도 시설기준. 1998 한국수도협회
- 상수도시설기준. 1997 한국수도협회
- 일본 Ishigaki Company LTD. 기술자료
- 일본 Shinko Pantec 기술자료
- 한국수자원공사 연구보고서